We współpracy z firmą b+m Polska przeprowadziliśmy automatyzację linii montażowej okuć okiennych opartej o nitownice radialne FMW Friedrich. Gotowa linia składa się z dwóch stanowisk, na pierwszym z nich pracownik za pomocą trzech nitownic wykonuje dwa elementy składowe, łączone następnie przez kolejnego operatora przy użyciu nitownicy na stanowisku drugim. Proces obróbki oraz transport między stanowiskami są w pełni zautomatyzowane, praca operatorów w normalnych warunkach ogranicza się do zakładania detali i sworzni w narzędziach montażowych nitownic, a następnie aktywacji cykli obróbczych. Zastosowanie takiego rozwiązania pozwala na odciążenie obsługi oraz znaczne skrócenie czasu cykli produkcyjnych.
NITOWNICE RADIALNE:
W przypadku tradycyjnych nitownic narzędzie obróbcze porusza się wyłącznie w kierunku pionowym. My zastosowaliśmy urządzenia wykorzystujące wprowadzoną kilkadziesiąt lat temu przez firmę Friedrich technologię nitowania radialno-punktowego, w której trzpień nitownicy wykonuje także ruch po okręgu zakreślając przy tym niewielkie pętle. Umożliwia to uzyskanie wysokiej jakości połączenia, przy jednocześnie cichej pracy i wykorzystaniu stosunkowo niewielkiej siły. Nitownica na stanowisku drugim posiada ponadto możliwość ustawienia siły i skoku nitowania, co pozwala na dokładniejszą kontrolę procesu.
DEDYKOWANY SYSTEM STEROWANIA:
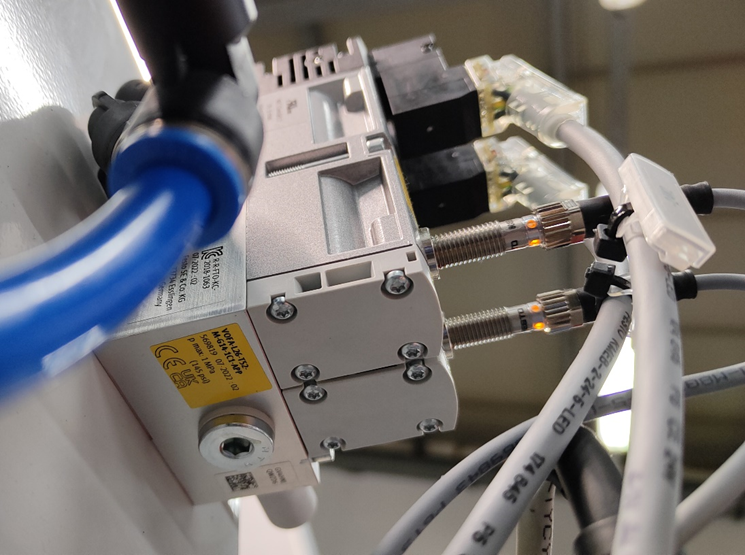
Układ sterowania każdego ze stanowisk jest oparty o sterownik S7-1200 (rys. 1) w wersji Safety. Oprócz mechanicznej kontroli ułożenia elementów („Poka-Yoke”) dodatkowo zastosowano czujniki światłowodowe. Aktywacja cyklu nitowania na danej nitownicy następuje po wciśnięciu dedykowanego przycisku pojemnościowego (rys. 2), co możliwe jest tylko jeżeli czujniki wykryją, że detale są odpowiednio zamocowane. W charakterze zaworów bezpieczeństwa wykorzystano moduły VOFA (rys. 3). Każdy z operatorów ma do dyspozycji panel dotykowy KTP700 zapewniający intuicyjną kontrolę nad stanowiskiem (rys. 4). Przed rozpoczęciem nitowania, tuż po wciśnięciu przycisku pojemnościowego następuje zamknięcie specjalnej osłony ochronnej (rys. 5), która ponownie otwiera się wyłącznie po zakończeniu cyklu. Detale są usuwane z narzędzi przez specjalne wyrzutniki. Dzięki temu zapewnione jest bezpieczeństwo operatora.
Rys. 1) Sterownik Siemens SIMATIC S7-1200F.
Rys. 2) Przycisk uruchamiający cykl obróbki detalu.